Fermented whey in a digester to obtain a fuel gas for a steam boiler. Ultrasonic sensors measure moisture, while containing corrosive hydrogen sulfide. Integrated functions to calculate methane content for understanding biogas quality
1. Background
Cheese maker Baechler has a cheese factory in Le Temple-sur-Lot, France, where different types of cheese are produced and cooked. In the production process, the steam produced by the boiler is used as an auxiliary medium. In the past, natural gas in natural gas pipelines was the main source of energy for heating boilers. However, in order not to be subject to fluctuating gas prices, cheese manufacturers want to find more suitable solutions for energy supply. Therefore, with the help of the engineering company Valbio, the cheese factory established its own biogas plant. Valbio also runs the entire system: whey is fermented in a digester to produce biogas, which is a by-product of cheese production. Because the boiler is not always running, biogas can be stored in a gas tank if necessary.
2. Measurement requirements
In order to ensure that biogas can be used as the main energy source for boilers, operators need to know the quality and quantity of biogas produced. Only when the methane content in the biogas exceeds 60% by volume can the boiler be used for combustion. This requires a technical solution that can measure volume flow (40 Nm3/h) and can calculate the methane content in the raw biogas. Biogas is very difficult to control because there are many parameters that affect the measurement, such as very low pressure (50 mbar), changing temperature, high carbon dioxide (CO2) content, reflux, vapor (up to 5% volume content) And corrosive hydrogen sulfide (H2S). Under a given pressure condition, the customer requires that the diameter of the pipe cannot be reduced.
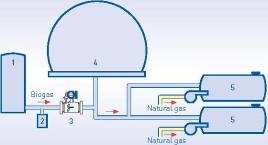
4. Gas tank 5. Steam boiler
3. Cologne solution
Cologne recommended OPTISONIC 7300 Biogas. This ultrasonic sensor is mounted directly on the DN 50 / 2" pipe behind the fermenter. This pipe transports the raw biogas from the digester to the tank.

4. Customer benefits
With the help of OPTISONIC 7300 Biogas, Baechler's boilers now use almost exclusively biogas. By using ultrasonic sensors, cheese makers can always know the amount of biogas produced and the amount of storage in the tank. Ultrasonic sensors can also help customers understand the quality of biogas to determine if the methane content is high enough to be burned or still require further treatment. At Baechler, the measured values ​​were also used to control the fermentation in digesters.
OPTISONIC 7300 Biogas has great flexibility, including flow rate, installation and media composition. Unlike vortex flowmeters, the OPTISONIC 7300 Biogas provides accurate measurements without the need to reduce the diameter of the pipe, and there is no minimum measurable flow rate. The OPTISONIC 7300 Biogas also outperforms the thermal mass flowmeter because the transducer cavity design makes the measurement less susceptible to liquid water interference. For example, many other ultrasonic sensors, the high carbon dioxide CO2 content will have a negative impact on the measured stability products, OPTISONIC 7300 Biogas's enhanced digital signal processor (DSP) can better detect the strong damping by high carbon dioxide CO2 The tiny sound wave signal.
5. Use product
OPTISONIC 7300 Biogas

Ultrasonic sensor for measuring raw biogas, with integral temperature transmitter Optional integrated pressure sensor Integrates calculation of standard volume and methane content Functionality in accordance with ATEX Explosion-proof zone certification Nominal diameter: DN 50, 80, 100, 150, 200 / 2", 3", 4", 6", 8" Measurement accuracy: 1% of measured value Output: 4...20 mA, HART®, Modbus (optional)
The Beater Wheel is cantilevered. This unilaterally open construction offers the advantage that all mill parts that are subject to wear are easily accessible and can be replaced within a short period of time. The bearings have to meet stringent requirements. The MB series percussion wheel produced by our company has the characteristics of reliable operation, low price and long service life.
Beater Wheel Part,Cast Iron Flat Plate,Casting Strike Plate,Cast Tooling Plate
Shenyang Zhicheng Heavy Machinery Manufacturing Co., Ltd. , https://www.zhichengmachinery.com